Ultimate Guide to Benchtop PCB Rework & Repair
The reality is that no soldering operation produces perfect assemblies every time. Even the highest quality components fail from time-to-time. That’s why understanding the best rework and repair methods and materials is so important for those who manufacture, maintain, or repair printed circuit boards (PCBs).
What is the safest way to handle PCBs when repairing them?
Care needs to be taken when handling printed circuit boards (PCBs) to prevent causing more damage than you are repairing. These are issues to be concerned about:
- Wear safety glasses: Solder can splatter or leads can fly when trimmed, so wear safety glasses to protect your eyes anytime you are repairing a PCB.
- Unplug and discharge your electronics: To prevent short circuiting the electronics and possibly electrocuting yourself, make sure the device you are repairing is unplugged and fully discharged. Capacitors and power supplies can hold a charge, so pay extra attention to make sure they are fully discharged. If there are any supplemental batteries, disengage those as well.
- Prevent static discharge: Electrostatic discharge (ESD) is the sudden flow of electrons, or spark, from one surface to another. This is caused by a differential between the two surfaces, so one has more electrons than another. Nature loves equilibrium, so the electrons are exchanged to equalize the distribution. Wearing a grounded wrist strap and working on a grounded ESD-safe mat is the best way to prevent ESD. A wrist strap has a conductive surface that touches the skin, so can bleed off excess electrons. An ESD-safe mat works by a similar principal, so bleeds off a charge from anything on its surface. If working on a PC, you can clip the wrist strap directly to an unpainted area of the case.
- Reduce contamination by washing hands and handling only the edges of the PCB: Contamination from your hands can create solderability issues and possibly lead to board failure from corrosion or dendritic growth. Silicone in your hand lotion or picked up from somewhere can create a barrier on contact areas, which in a soldering process, could prevent the solder from creating a good metallurgic bond. The solder may stick temporarily, but pop off when exposed to any kind of thermal or physical stress. Contamination, like salt on those fries you had with lunch, are another leading cause of problems introduced in the repair process. Salt is an ionic soil, which when combined with moisture from the air, can cause corrosion. The ionic particles can also join together to form dendrites, which can lead to current leakage and even short circuiting. Washing your hands and using only electronic-safe hand lotion is a good way to prevent this type of board failure. Also holding the board only by the edges without contacts (e.g. gold fingers) can help prevent depositing contamination on any critical areas.
Should I be worried about static electricity with handling PCBs?
Yes. A typical technician working on a PCB can generate thousands of volts. SMOS logic devices can be damaged with 250-3000 volts, EPROM devices down to 100 volts, and microprocessor chips as low as 10 volts. Damage can shut down functions or create intermittent problems, and it can either be catastrophic (immediate) or latent (later as in "field failure"). (source: Phil Storrs PC Hardware Book)
Electrons are constantly being exchanged as objects interact with each other. Problems occur when the materials involved don’t allow the electrons to flow easily and reach equilibrium. Called insulators, they tend to collect electrons, which create negatively charged hot-spots on their surface.
When these charged hot-spots come in close proximity (but not even direct contact) with another object, a sudden exchange or "discharge" can occur, where electrons are suddenly exchanged to create equilibrium. That event is called "electrostatic discharge", or "ESD".
Electrostatic discharge happens all the time, especially in dry climates and in the winter season, when there isn’t moisture in the air to help bleed off excess electrons (water is conductive, so allows the electrons to flow more readily). Normally it is nothing more than an irritation, but with sensitive electronics, it can lead to PCB failures.
Wearing a grounded wrist strap and working on a grounded ESD-safe mat is the best way to prevent ESD. A wrist strap has a conductive surface that touches the skin, so can bleed off excess electrons. An ESD-safe mat works by a similar principal, so bleeds off a charge from anything on its surface. If working on a PC, you can clip the wrist strap directly to an unpainted area of the case.
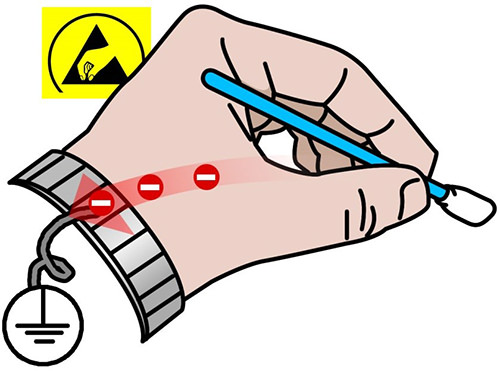
Grounded wrist strap bleeds off excess electrons to prevent damaging static discharge.
How do I reduce thermal stress on components with repairing or reworking a PCB?
The objective is to heat and remove the solder joint and remove the component as quickly as possible, and avoid heating surrounding areas as much as possible. Heating only the solder joints required to remove the defective components, and performing the task quickly and with one try reduces thermally stressing other areas. Solder wick or desoldering stations are good methods to remove solder from isolated areas. Methods involving hot plates or hot air have a better chance of caused PCB failure later on.
Associated products:
https://www.chemtronicseu.com/desoldering-braid-wick
How can solder or components be removed from a PCB?
Can solder be removed?
How do you fix soldering mistakes?
Soldering is a fairly simple concept of combining two metal surfaces using a hot soldering iron, flux, and solder. Removing the same solder if something isn't right is more complicated. Bad components may need to be removed and replaced, or excessive solder may need to be removed, like with bridging between two contacts.
The following are common methods of solder removal, also called "desoldering":
- Solder wick: Solder wick, desoldering wick, or just "wick" are all names for a copper braid that is used to absorb solder. It is generally coated with flux, so when heated, solder is melted, drawn up, and retained using a combination of wetting and capillary action. Solder wick allows you to remove solder in isolated areas without thermally stressing the overall board or nearby components. Solder wick can only remove exposed solder, so components covering contact areas, like ball grid arrays (BGAs), have to be removed before the residual solder can be removed.
- Solder suckers: Solder suckers use a spring loaded vacuum to draw up melted solder. The solder needs to be melted by either with a soldering iron or hot air, like from a heat gun or rework station. Only small amounts of solder are drawn up at a time, or it often takes multiple attempts to remove a component. Maintaining soldering temperature or remelting a solder joint over-and-over increases the thermal stress on components, other solder joints, and the overall circuit board. Solder suckers can only remove exposed solder, so components covering contact areas, like ball grid arrays (BGAs), have to be removed before the residual solder can be removed.
- Desoldering stations: Desoldering stations have a soldering tip with a hole in the middle that draws up the solder once it is melted. While a very efficient method of desoldering, rework stations can only remove exposed solder, so components covering contact areas, like ball grid arrays (BGAs), have to be removed before the residual solder can be removed.
- Hot air solder stations: These stations blow hot air over the repair area to melt the solder, and the component is removed either with tweezers or a vacuum lifter. Once the component is out of the way, the solder will need to be removed another way.
- Hot tweezers: If you picture grabbing the lead areas with a tweezer made of 2 soldering irons, you get the general idea. The idea is to clamp onto the leads on both sides of the component to melt all the solder at once. This limits the overall thermal stress compared to hot air. Once the component is out of the way, the solder will need to be removed another way.
- Hot plate: Placing the PCB on a hot plate melts (or reflows) all the solder joints to allow several components to be removed at the same time. This method may unnecessarily stress other components and the board as a whole.
Associated products:
https://www.chemtronicseu.com/desoldering-braid-wick
What is solder wick?
Solder wick, desoldering braid, or just “wick” are all names for a copper braid that is used to absorb solder. It is generally coated with flux, so when heated, solder is melted, drawn up, and retained using a combination of wetting and capillary action. Solder wick allows you to remove solder in isolated areas without thermally stressing the overall board or nearby components. Solder wick can only remove exposed solder, so components covering contact areas, like ball grid arrays (BGAs), have to be removed before the residual solder can be removed.
Solder wick comes in a wide variety of widths to efficiently remove solder from different types of contact areas. Solder wick generally comes coated with flux that can be matched to your original soldering process: rosin, no-clean, or unfluxed to add your own flux as you use it.



Close up of copper solder wick
Associated products:
https://www.chemtronicseu.com/desoldering-braid-wick
How do I use solder wick?
- Place the braid over unwanted solder, preferably on the greatest solder build up so that it maximizes the contact of the braid to the surface area of the solder.
- Next, place your iron tip over the wick at 45 degrees and allow heat to transfer to the pad. Molten solder will absorb into the braid.
- Move the solder tip and braid as needed to remove all of the solder at one time. Careful not to drag the braid over the pads, which can scratch.
- Once the braid is full of solder, you must trim the spent portion and move to fresh braid in order to pull more solder. Remove the iron and braid simultaneously to avoid soldering the wire to the board.
Associated products:
https://www.chemtronicseu.com/desoldering-braid-wick
Why are there so many different kinds of solder wick?
Solder wick comes in a wide variety of widths to efficiently remove solder from different types of contact areas and is coated with a variety of flux that can be matched to your original soldering process
Common sizes of solder wick:
Wick that is too thin won't remove enough solder and requires you to trim and remelt the solder over and over. Wick that is too wide takes longer to heat and may interfere with other components on the circuit board.
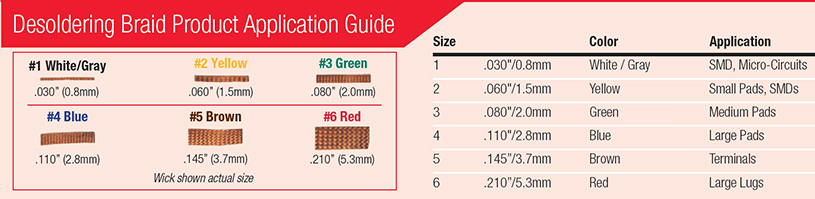
Choose a desoldering wick width that closely matches the size of the contact area. This will ensure that you get proper heat conduction and that you don’t desolder unwanted areas. Widths of desoldering wire are designated by the numbers 1 through 6 or color codes, which are the standard in the industry.
- #1/white braid is the smallest (under 1mm wide) and is mainly for SMD’s and microcircuits.
- Most will find #2/yellow, #3/green, and #4/blue to be the most common desolder wire.
- #5/brown is ideal for removing large blobs of solder and #6/red is best for desoldering BGA pads or terminals.
- Keep three or four different widths at your work area to cover all cases.
- Wick can be folded or trimmed at an angle to better fit the contact area.

ESD-safe bobbin for 5' and 10' solder wick
Spool common for bulk lengths of solder wick
Common types of flux coating on solder wick:
- Rosin: Rosin fluxed desoldering wick has the fastest wicking action but does leave behind residues that need to be thoroughly cleaned.
- No-Clean: No-clean fluxed desoldering wick is ideal when cleaning isn’t practical or possible. After desoldering, the only thing that remains is a clear, non-ionic residue. For field work, when a thorough cleaning is more challenging, this is the type of braid to use.
- Unfluxed: In a production or repair environment where the flux is specified and can’t be changed, or when an aqueous flux is needed, you can add your own flux to this type of braid. Unfluxed wick will not remove solder unless flux is added. Different types of fluxes are available in pen packaging, which is ideal for fluxing braid.
Solder wick can also be packaged in a variety of lengths. 5’ and 10’ lengths are handy for use at a work station. Static dissipative spools, also called “bobbins”, are available to prevent damaging components sensitive to ESD. Longer spools, like 25’ (7.6M), 50’ (15.2M), 100’ (30.5M) and 500’ (152.4M), are commonly stored in a more central location and dispensed to technicians as needed.
Other specialized braid designs are also available. For example, Chemtronics offers Soder-Wick Lead-Free, which is engineered to heat faster, so minimizing thermal shock for high-heat lead-free applications.
Associated products:
https://www.chemtronicseu.com/desoldering-braid-wick
Can I add my own flux to solder wick?
In a production or repair environment where the flux is specified and can’t be changed, or when an aqueous flux is needed, you can add your own flux to this type of braid. Unfluxed wick will not remove solder unless flux is added. Different types of fluxes are available in pen packaging, which is ideal for fluxing braid.
For example, Chemtronics offers the following flux pens:
- No-Clean Flux Pens: This no-clean flux is formulated to perform at the elevated temperatures of lead-free soldering but is also effective for tin-lead soldering as well. It's designed with a low surface tension to prevent bridging. Post-soldering cleaning is optional because the light residue left after soldering is barely noticeable is non-corrosive and halide free. This is a good choice for tin-lead soldering where cleaning is to be avoided.
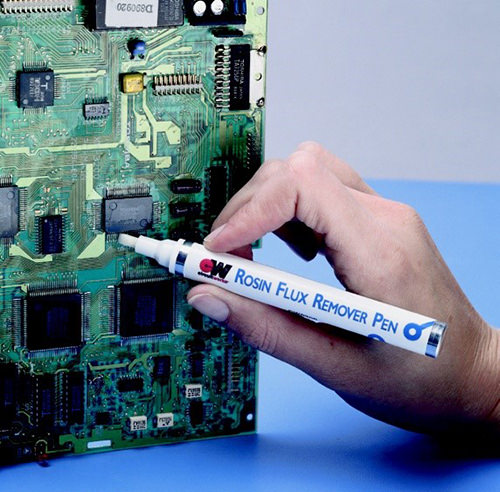
- Rosin Flux Pen: This is a high solids type R rosin flux which provides excellent solderability in a wide variety of applications. The residue left behind is non-corrosive and is halide-free, but it is best to remove the residue after soldering for aesthetics.
- Water Soluble Flux Pen: This is a very active pH neutral ORH1 flux. It enables easy soldering of both lead-free and lead-containing solders. This flux must be cleaned and can be removed easily with DI water, like in a batch or in-line system, or benchtop cleaning with Flux-Off® Water Soluble Flux Remover.
Associated products:
https://www.chemtronicseu.com/desoldering-braid-wick
https://www.chemtronicseu.com/circuitworks-fluxes-and-flux-pens
6 tips for efficient, high quality desoldering.
-
Keep Your Soldering Iron Tip Clean and Tinned For Effective Heat Conduction.
This might seem like a no-brainer, but it’s often overlooked and critical for efficient desoldering. Soldering iron tips covered with burnt flux and oxidation will not wet (accept solder) and will conduct heat poorly. A clean and tinned soldering tip conducts heat through the desoldering braid better and starts the wicking action faster.
-
Minimize the Length of Time That the Board and Components Remain at a High Temperature.
Applying high heat levels to the board or its components for an extended period of time can damage your board, components, create brittle solder joints, and lead to service issues down the round.
-
Match Wick Width to Solder Joint or Contact Pad
Desoldering wick generally comes in several different widths so you can match the braid to what you are desoldering. Wick that is too thin won't remove enough solder and requires you to trim and remelt the solder over and over. Wick that too wide takes longer to heat and may interfere with other components on the circuit board.
-
Match Soldering Iron Tip to Braid Width for Accuracy
Use a soldering tip that is roughly the width of the braid and contact area. A tip that is too small will require more dwell time. A tip that is too large runs the risk exposing other components in a dense assembly. Matching the tip allows you to melt the unwanted solder faster and minimizes the time that heat is applied. Use a blade or knife tip when desoldering large areas, like a BGA pad.
-
Match Flux Type to Your Cleaning Process
Desoldering braid is available in various flux types depending on your cleaning process and other requirements. Rosin fluxed braid has the fastest wicking action, but does leave behind residues that need to be thoroughly cleaned. No-clean fluxed braid is ideal when cleaning isn’t practical or possible. After desoldering, the only thing that remains is a clear, non-ionic residue. For field work, when thorough cleaning is more challenging, this is the type of braid to use.
-
Protect Your Board Against Corrosion By Using a Quality Flux Remover
Flux residues can cause dendritic growth and corrosion on PCB assemblies, so make sure you’re using best practices and clean the board. After all the components have been replaced and excess solder removed clean the area thoroughly with a quality flux remover.
Associated products:
https://www.chemtronicseu.com/desoldering-braid-wick
How do I remove excess solder from BGA pads after removing the component from the PCB?
Large amounts of solder on large pads or ball grid arrays (BGAs) can be removed using a solder sucker and hot air, but that requires exposing the PCB to high temperatures for an extended period of time, which can thermally stress other components and the board as a whole.
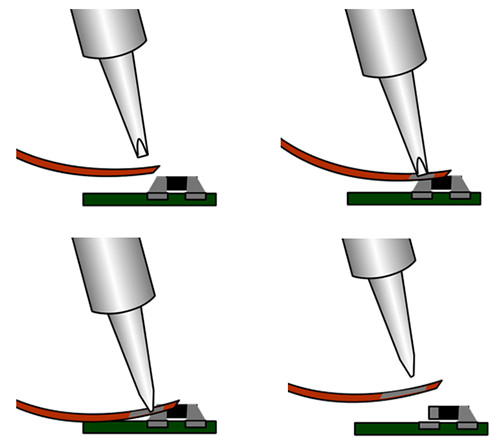
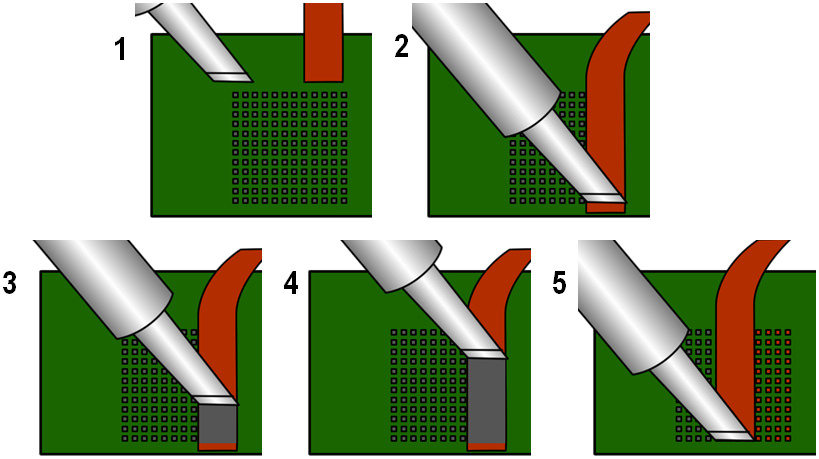
Solder wick is a faster and less thermally stressful method of removing solder from a large area. Solder wick is available in wider configurations, from 3 to over 5mm. 3.5 to 4mm width is identified as #5 or brown wick, and 5 to 5.5mm as #6 or red wick. The soldering tip geometry should be matched as closely as possible to the width of the braid. Tips with a large flat surface, such as a screwdriver, chisel, bevel, or kife shape, tend to work best. Many technicians make the mistake of holding the soldering tip on surface of the braid and then dragging the braid across the pads to remove the molten solder. The dragging motion can scratch the surface of the pads or the OSP coating. The following is the best-practices technique that we recommend:
- Apply the braid over the pads to be desoldered.
- Apply the hot soldering tip on one end of the braid (step 2).
- Holding the braid still, drag the soldering tip up the braid (steps 3-4). There is no need to apply pressure on the iron. That only risks pulling the braid and scratching pads. The weight of the soldering iron should be enough to do the job.
- Lift braid while it is still hot, and repeat the above steps on the next row of pads (step 5). Make sure to trim off spent braid before moving to this step. Excess braid acts as a heat sink, so it will take longer to heat up.
Associated products:
https://www.chemtronicseu.com/desoldering-braid-wick
How do you clean PCB after soldering?
How do you remove solder flux?
The most common way to clean flux residues from a repair area is to saturate a cotton or foam swab with isopropyl alcohol or another cleaning solvent, and rub it around the repair area. While this may be adequate for no-clean flux, where the goal is a visually clean PCB, this may not be clean enough when more heavily activated fluxes are involved, like RA or aqueous. The dirty little secret is that flux residues will not evaporate along with the solvent. You may dissolve the flux, and some of the residues will soak into the swab, but most of the residues will settle back onto the board surface. Many times these white residues are more difficult to remove than the original flux.
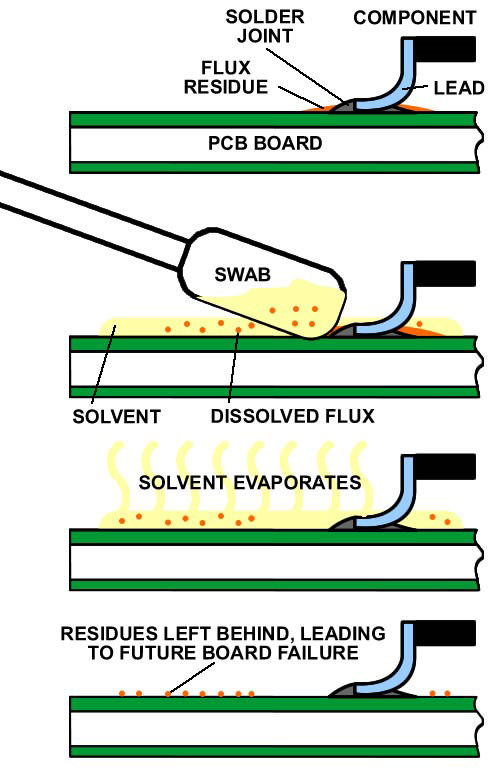
Flux residues don't evaporate along with the solvent.
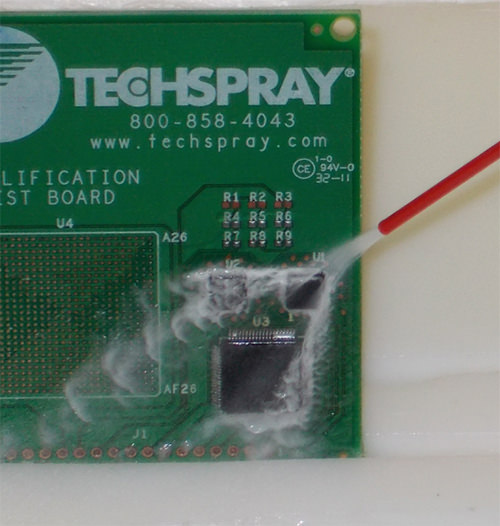
One quick and easy improvement to this process is to rinse the board after swabbing around the repair area. While the solvent is still wet, spray over the entire board with an aerosol flux cleaner. Hold the PCB at an angle to allow the solvent to flow over the board and run off, along with any residues that are picked up.
The straw attachment that comes with aerosol flux removers is a good way to increase the spray force and penetrate under the components.
Aerosol with straw good for cleaning under components
Chemtronics offers the BrushClean system with many of their flux removers. The cleaning solvent sprays through the brush, so agitation can be increased by scrubbing while spraying. To absorb the flux residues, a lint-free poly-cellulose wiper can be placed over the repair area, and the spraying and scrubbing can occur over the material. Then remove the wipe and brush attachment, and spray over the board for the final rinse.


Aerosol brush attachment over a wiper dissolves and absorbs flux residues at the same time.
Associated products:
https://www.chemtronicseu.com/flux-removers
https://www.chemtronicseu.com/circuitworks-flux-remover-pens
https://www.chemtronicseu.com/chemtronics-cottontip-swabs
How do you connect a temperature sensitive component without high temperature soldering?
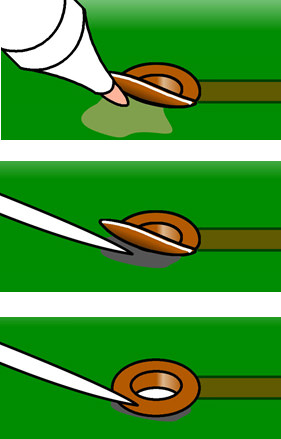
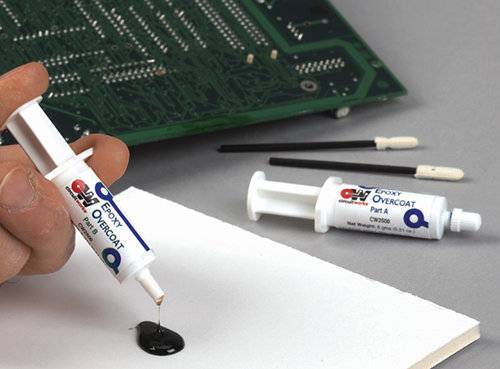
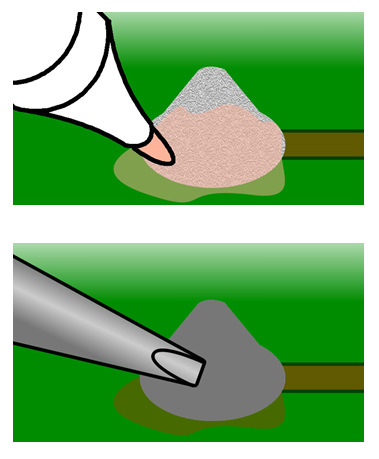
2-part conductive epoxy is a great solution for making solderless electronic connections. This type of epoxy contains conductive material, so when cured, it forms a very strong and highly conductive bond, similar to a solder joint. Chemtronics offers two options: CircuitWorks® Conductive Epoxy, which cures in 10 minutes, and CircuitWorks® 60 Minute Conductive Epoxy, which provides more time to work. Both Epoxies have A and B components that need to be thoroughly mixed before the curing process will begin. Once mixed, you use the included plastic pick to apply to epoxy to the connection. If movement is possible during the curing process, you will need to tape down or otherwise secure the wires or components.
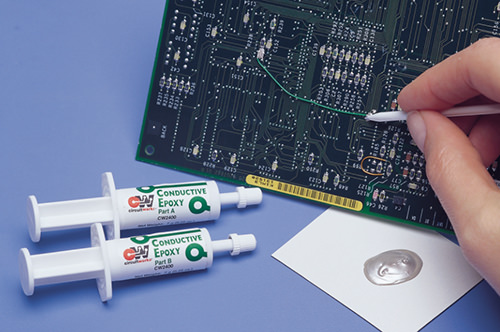
Conductive epoxy used to attach a jumper wire.
Associated products:
https://www.chemtronicseu.com/circuitworks-conductive-epoxy-2
How do you remove conformal coating when repairing or reworking a PCB?
The best method of removing a coating depends on the type of coating and the sensitivity of the components:
-
Acrylic (AR) / Silicone (SR) / Urethane Coatings (UR):
When desoldering, it is common to simply burn through these coatings. This could leave burned or rough edges that will need to be cleaned up before recoating. These coatings can be removed chemically, using either specialized solvents, or common solvents like acetone, toluene, and xylene. All of these are very harsh (which is why they dissolve coatings so well), and toluene and xylene have toxicity issues, so make sure to wear appropriate PPE and have adequate ventilation.
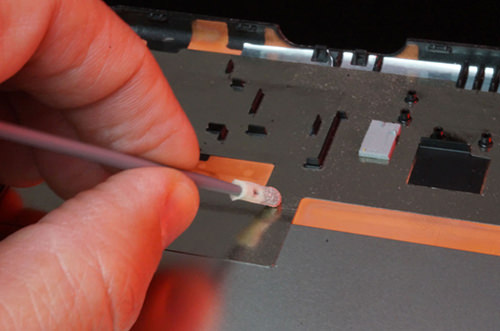
Chemtronics offers the CircuitWorks® Conformal Coating Remover Pen that allows you to remove a tight area of coating around a repair area without affecting the rest of the PCB. You first saturate the tip by tapping it lightly on a surface, which opens the valve and releases solvent. Holding the tip down may oversaturate it, which could lead to solvent flowing into unintended areas.
You then rub the pen tip over the coating that you want to remove. You may need to periodically wipe the pen tip on a wiper to remove accumulated resin. The tip will continue to resaturate as you apply pressure as you clean. There is no need to press hard on the pen tip, which could lead to excessive solvent flowing over the board. Let the solvent do the work, and give it the time necessary to break down the coating resin. Acrylic coating will break down quickly, but silicone and especially urethane will take more time.
-
Epoxy Resin (ER) / Parylene (XY):
Epoxy and parylene coatings coatings are incredibly tough coatings, and resistant to physical and chemical stresses. Of course, the properties that make them so effective also make them difficult to remove. You can’t strip these resins using a chemical. Burning or melting them off may be possible, but risks damaging the PCB as well. The micro-abrasive blasting method is generally the accepted way of removing epoxy and parylene coatings.
Micro-abrasive blasting uses a specialized device to blow abrasive particles over the coated surface. The abrasive medium needs to be chosen with great care so the process doesn’t damage the surface or components and remove markings. The area around the repair should be masked to isolate the effect of the blasting.
-
Ultra-Thin Coating (UT):
Ultra-thin coating, which is becoming more common for consumer electronics like mobile phones, should not have to be removed. It is invisible to the naked eye, and easily burns and scrapes away.

Associated products:
https://www.chemtronicseu.com/circuitworks-conformal-coating-remover-pen
How do I patch the conformal coating after a PCB repair?
Ideally, you should use the same coating material as the original PCB assembly, which should be specified in the service manual of the device. In the real world of electronic repair, you may have no idea what was originally applied. In that case, the easiest solution is to coat using an acrylic coating.
Chemtronics offers CircuitWorks® Overcoat Pens in a variety of colors to match the PCB resist. Overcoat pens are basically acrylic conformal coating in convenient packaging, and the clear version can be used to coat small areas. Simply press down the pen tip and squeeze the barrel to dispense the coating material. For larger areas, conformal coating can be applied using a small acid brush.
No matter how you coat, make sure you avoid coating connectors by either coating around them, or masking them with Kapton tape or temporary solder mask.
Associated products:
https://www.chemtronicseu.com/circuitworks-overcoat-pens
https://www.chemtronicseu.com/chemask-peelable
How do you repair a broken trace on a PCB?
A common method of repairing a broken trace is to solder on a jumper, which is basically a wire bypass around the broken trace. This can be time-consuming and visually unappealing. Chemtronics offers CircuitWorks® Conductive Pens, which contain a highly conductive material like silver or nickel suspended in a liquid polymer. These pens allow you to literally redraw the trace.
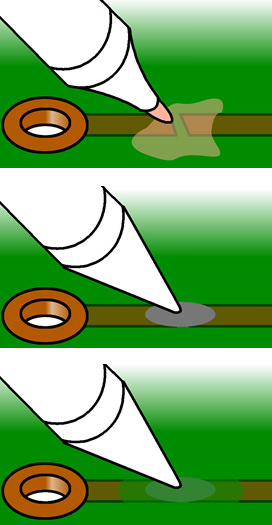
These are the steps to quickly and effectively repair a trace with a conductive pen:
- For good electrical continuity, you need some surface area of the original trace exposed. If there is solder resist right up to the break, use a sharp blade to scrape away about a 1/16” portion of the resist.
- Clean the area with either a swab saturated with a solvent cleaner like isopropyl alcohol (IPA) or a CircuitWorks® Flux Remover Pen.
- Vigorously shake the conductive pen until you hear the internal ball rattle.
- Press the pen tip at the break area and squeeze the pen barrel to dispense the conductive ink.
- Allow the conductive ink at least one hour to cure before repairing the overcoat.
- Use a CircuitWorks Overcoat Pen to repair the resist area in the break area. Overcoat pens come in a variety of colors to match the color of the PCB. Press down the pen tip and squeeze the barrel to dispense the overcoat material.

Associated products:
https://www.chemtronicseu.com/circuitworks-conductive-pen
https://www.chemtronicseu.com/circuitworks-conductive-pens-paint
https://www.chemtronicseu.com/circuitworks-flux-remover-pens
https://www.chemtronicseu.com/circuitworks-overcoat-pens
How do you repair breaks in EMI or RF shielding?
CircuitWorks Conductive Paint is a single component, silver-filled polymer that dries in minutes at room temperature, making it an ideal solution for patching EMI/RFI shielding. The kit comes with brushes, swabs, and a plastic pick to repair large and small areas.
In the case of metal screen and wire mesh, it is important that the holes in the screen or mesh are significantly smaller than the wavelength of the electromagnetic radiation being kept out. The goal of such mesh designs is to maintain a consistent hole pattern with a conductive material to ensure electrical continuity. Such a mesh can be repaired by restoring the hole pattern using polyimide tape and CircuitWorks Conductive Paint.
Simply apply the polyimide tape to the inside of the mesh and carefully restore the mesh pattern with the CW2205. It is important to ensure that the contact is maintained between the mesh and the conductive paint. A second layer of polyimide tape can be applied to the opposite side for increased durability. Since the polyimide tape is invisible to electromagnetic fields at these wavelengths, the polyimide tape can remain and the EMI shield is restored.

Figure 1: Damaged screen mesh can be repaired with polyimide tape and conductive paint.
Another common situation is that the aluminum foil inside shielded cable is damaged. Similar to the case above, this will cause a loss of continuity and could again allow electromagnetic interference. A simple repair in this case is to repair the hole or tear with polyimide tape and then use the CircuitWorks Conductive Paint to paint the tape and restore continuity.
Associated products:
https://www.chemtronicseu.com/circuitworks-conductive-pens-paint
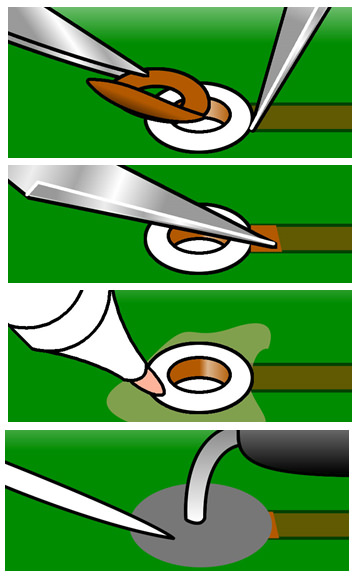
How do you repair a damaged pad on a PCB?
Standard 2-part epoxy can contaminate the surface of the connector, creating an insolative barrier. 2-part conductive epoxy is a great solution for making repairing damaged pads. This type of epoxy contains conductive material, so when cured, it forms a very strong and highly conductive bond, similar to a solder joint. Chemtronics offers two options: CircuitWorks® Conductive Epoxy, which cures in 10 minutes, and CircuitWorks® 60 Minute Conductive Epoxy, which provides more time to work. Both Epoxies have A and B components that need to be thoroughly mixed before the curing process will begin. Once mixed, you use the included plastic pick to apply to epoxy to the connection.
To repair a lifted pad:
- Clean the area with either a swab saturated with a solvent cleaner like isopropyl alcohol (IPA) or a CircuitWorks Flux Remover Pen.
- Apply the mixed conductive epoxy under the pad with the supplied plastic pick.
- Press down the pad.
- Allow the epoxy to fully cure before soldering to the pad.
To replace a damaged pad:
- Cut away the damaged pad.
- For good electrical continuity, you need some surface area of the original trace exposed. If there is solder resist right up to the break, use a sharp blade to scrape away about a 1/16” portion of the resist.
- Clean the area with either a swab saturated with a solvent cleaner like isopropyl alcohol (IPA) or a CircuitWorks Flux Remover Pen.
- Apply the mixed conductive epoxy under the pad with the supplied plastic pick.
- Press down the pad.
- Apply additional epoxy between the pad replacement and the exposed trace.
- Allow the epoxy to fully cure before soldering to the pad.
To repair without a pad replacement:
- Cut away the damaged pad.
- For good electrical continuity, you need some surface area of the original trace exposed. If there is solder resist right up to the break, use a sharp blade to scrape away about a 1/16” portion of the resist.
- Clean the area with either a swab saturated with a solvent cleaner like isopropyl alcohol (IPA) or a CircuitWorks Flux Remover Pen.
- Apply the mixed conductive epoxy over the padless area with the supplied plastic pick.
- Place the component lead into the epoxy. For a thru-hole lead, it can be formed into a make-shift gull-wing or J-lead to provide more surface area for the epoxy to grip. Additional epoxy can be applied over the lead for extra security.
- Allow the epoxy to fully cure before handling the PCB.
Associated products:
https://www.chemtronicseu.com/circuitworks-conductive-epoxy-2
https://www.chemtronicseu.com/circuitworks-flux-remover-pens
How do you repair a PCB crack or open area of the solder resist on a PCB?
This answer assumes the crack does not impact surface or inner-layer traces. CircuitWorks Overcoat Epoxy provides a rugged repairs that can actually reinforce PCB areas with more structural cracks. To use:
- Clean the area with either a swab saturated with a solvent cleaner like isopropyl alcohol (IPA) or a CircuitWorks Flux Remover Pen.
- Mix equal amounts (1:1) by volume of Part A and Part B. Mix thoroughly for one minute.
- Use brush or pick to apply epoxy. Pot life is 15-20 minutes at room temperature.
- Tack free time is 30 minutes at room temperature. Excellent results have been obtained by curing for 10 minutes @ 100°C. Optimum cure cycles using radiant or convection conveyer ovens are best determined experimentally. Product may also be cured for 24 hours @77°F (25°C).
- Clean-Up/Removal (uncured): Use isopropanol, acetate, or MEK to clean-up uncured resin. Cured Epoxy Overcoat cannot be removed using solvents.
Associated products:
https://www.chemtronicseu.com/circuitworks-flux-remover-pens
What flux should I use when replacing PCB components?
Flux is needed to prevent oxidation that tends to form when hot metals come in contact with the air. During printed circuit board repair and soldering, it's common to see liquid flux from the wave soldering equipment poured into jars and applied with an acid brush. That can lead to applying too much flux, forcing an additional cleaning step that might not otherwise be necessary. Other types of flux and special packaging are available that are better suited for PCB repair:
-
Flux Pen: Flux pens are valved, prefilled pens of flux. Flux pen avoids the mess and hassle involved in filling your own flux bottles. A flux dispensing pen contains the flux in the airtight barrel of the pen. Flux pens are an excellent way to dispense flux for benchtop soldering. You just hold the pen vertically and briefly depress the tip to start the liquid flow. This will saturate the tip of the pen with flux. Draw flux on the area to be soldered. Gently press the tip again when more flux is needed to keep the tip damp with flux.
CircuitWorks® flux pens are available with a variety of fluxes to fit your specific shop requirements, including: no-clean, high temperature no-clean for lead-free soldering, rosin, and water soluble.
-
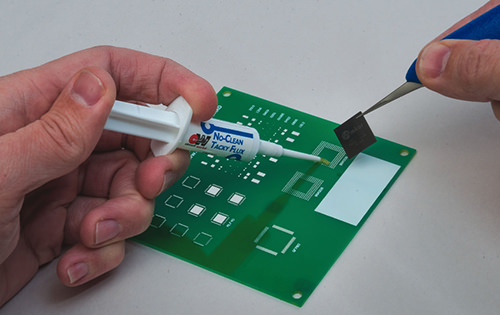
Tacky Flux: Tacky flux is a viscous, pasty form of flux that is easy to place without it spreading into surrounding areas the way a liquid flux can. It can be used to hold small parts in place before soldering and is common in the manufacture and repair of SMT components. Tacky fluxes in syringe dispensers provide for dispensing convenience similar to a pen in situations where a tacky flux better fits the application. The thick, honey-like consistency is ideal for ball-attach applications, BGA re-balling and hand soldering SMT components. The flux is dispensed from a syringe and can be manually spread over the desired area for soldering.
CircuitWorks® No-Clean Tacky Flux is a mildly activated rosin (RMA) no-clean tacky flux. Its formulation includes a unique rosin/resin blend coupled with a proprietary blend of activators and stabilizers, providing significantly increased shelf life and long-term product stability. The remaining residue is stable and can be left on a board without cleaning, or can be easily removed with Flux-Off® No-Clean Plus Flux Remover. CircuitWorks® Lead-Free Tacky Flux is formulated for higher temperatures common in lead-free soldering.
Associated products:
https://www.chemtronicseu.com/circuitworks-fluxes-and-flux-pens
Is there a quick fix for cold solder joints?
A "cold" solder joint is generally grainy, which is a sign that the solder didn’t melt and wet properly, so you may not have a good metallurgic bond. The connection will most likely break loose with any amount of physical or thermal stress. Be warned that graininess is a visual cue for lead-based solders. Lead-free solders often look grainy even when there is a good metallurgic bond.
The quickest way to fix a cold solder joint is to simply use a solder iron to remelt the solder. The flux will have been fully activated in the original soldering process, so additional flux can be added using a CircuitWorks® Flux Pen.
- Lightly press the Flux Pen tip to the solder joint until the tip saturates enough for flux to start to flow.
- Rub saturated Flux Pen tip over the solder joint.
- Apply the heated solder tip to the solder joint and remelt.
- If necessary, clean flux residues with either a swab saturated with a solvent cleaner like isopropyl alcohol (IPA) or a CircuitWorks Flux Remover Pen.
Associated products:
https://www.chemtronicseu.com/circuitworks-fluxes-and-flux-pens
https://www.chemtronicseu.com/circuitworks-flux-remover-pens
How do you repair black carbon conductor button pads on PCBs?
Chemtronics offers the CircuitWorks® Rubber Keypad Repair Kit, which can be used to repair keypads by restoring conductivity to worn, intermittent, and nonconductive carbon contacts. It is a 2-part mix, and comes with a swab, brush, and plastic pick to help with mixing and applying the materials.
To fix black carbon conductor button pads:
- Clean the area with either a swab saturated with a solvent cleaner like isopropyl alcohol (IPA) or a CircuitWorks Flux Remover Pen.
- Pour the liquid in Part B into the container of Part A. Stir thoroughly for two minutes.
- Paint the worn carbon contacts with the mixed conductive material using the enclosed applicator brushes. Use the least amount of conductive material as possible.
- At room temperature (<75°F / 25°C), material dries tack-free in one hour. Repaired keypads can be returned to service in 24 hours. Ultimate properties are achieved in 72 hours. For faster drying, expose the material to approximately 190°F (90°C) for 10 minutes. Do not exceed 212°F (100°C).

Associated products:
https://www.chemtronicseu.com/circuitworks-rubber-keypad-repair-kit
https://www.chemtronicseu.com/circuitworks-flux-remover-pens
Is there a good way to remove labels and sticky residues?
Old identification or QC fault labels can be difficult to remove. They either leave sticky adhesive behind that is insoluble by commonly available solvents like isopropyl alcohol (IPA), or are so dried and baked-on that they won’t budge. While consumer products like Goo Gone or bug-and-tar remover are common to see on workbenches, Chemtronics offers a cleaner that is actually intended for PCB repair called The Mighty Pen®. It contains a fast acting solvent that breaks down dried and sticky adhesives.
How to use The Might Pen to remove labels:
- If the label is plastic or covered by a film laminate, you may have to peel it up to allow solvent to penetrate underneath.
- Lightly press the pen tip on the label until the tip saturates enough for solvent to start to flow.
- Rub saturated pen tip over the label area and allow it to soak through.
- Allow the saturated label to sit for at least 15-20 seconds, then rub area with pen tip until label material and adhesive is removed.
- Wipe area with clean wiper to remove adhesive residue and solvent.
- Reapply solvent as necessary or allow more soak time for stubborn adhesives.
- If there is adhesive built-up on pen tip, wipe with clean wiper.
Associated products:
https://www.chemtronicseu.com/circuitworks-the-mighty-pen










